22.드릴가공
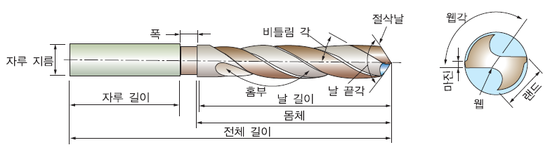
① 드릴 구조
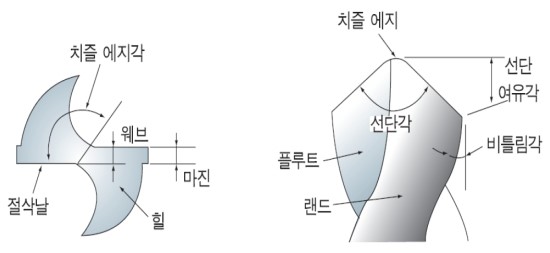
② 드릴 공구각
- 날 끝각(선단각) : 표준 118º. 날끝각이 작을수록 응력(미분된 힘)이 커지고 빨리 가공되며 날끝이 클수록 큰 비틀림 힘을 받게 된다. 공작물의 강도가 단단할수록 큰각을 사용한다. 날끝각이 커지면토크는 작아지고 트러스트는 커진다.
- 여유각 : 표준 10~12º. 여유각이 작아질수록 진동이 줄고 마모도 줄어들지만 전달되는 힘은 커진다. 공작물의 강도가 클수록 여유각을 작게한다.
- 비틀림각(나선각) : 비틀림각이 클수록 작업량이 많아지나 깎여진 칩이 배출되기 힘들고 드릴도 쉽게 약해진다.
- 마진 : 드릴의 홈을 따라서 나타나는 좁은 면으로 드릴의 크기를 정하며 예비날(마모될 수 있는 여유)의 역할과 날의 강도를 보강.
③ 시닝 : 날끝을 가늘게 만들어주는 작업으로 절삭효율을 높이기 위해 웨브의 일부를 원호상으로 연마하여 치즐엣지의 길이를 짧게한다.
④ 드릴의 종류
- 드릴 구조 : 일체형 드릴, 이음매 드릴, 날붙이 드릴, Throw Away 드릴(선삭날처럼 바이트를 결합), 조립 드릴
- 자루 모양 : 곧은 드릴(자루의 날, 끝부분의 지름이 동일), 테이퍼 드릴(날부분보다 끝부분이 가늠), 밀링척용드릴 (자루가 밀링에 장착되도록 제작)
- 길이 : 범용드릴, 스터브 드릴(짧음), 롱드릴
- 드릴날 : 평드릴(중심점 가공, 날이평평), 센터드릴(중심점 가공), 직선 홈드릴(드릴 홈이 직선), 트위스트 드릴(2개의 홈이 비틀어져 있음)
2021.06.13 - [생산자동화산업기사] - [생산자동화산업기사 요약] 기계가공법 및 안전관리(23. 드릴절삭의 실제)
'생산자동화산업기사' 카테고리의 다른 글
| [생산자동화산업기사 요약] 기계가공법 및 안전관리(24. 드릴가공의 종류) (0) | 2021.06.13 |
|---|---|
| [생산자동화산업기사 요약] 기계가공법 및 안전관리(23. 드릴절삭의 실제) (0) | 2021.06.13 |
| [생산자동화산업기사 요약] 기계가공법 및 안전관리(21. CNC 가공) (0) | 2021.04.04 |
| [생산자동화산업기사 요약] 기계가공법 및 안전관리(20. 밀링가공-분할가공) (0) | 2021.03.21 |
| [생산자동화산업기사 요약] 기계가공법 및 안전관리(19. 밀링가공-절삭이송) (0) | 2021.03.21 |

댓글